半田 の 溶ける 温度
10 万 円 で 買える 家はんだ付けは温度が重要って本当?はんだ付けの温度の基礎 . ・鉛フリーハンダ (無鉛ハンダ) 溶ける温度は約217℃. 上記のように、はんだの溶ける温度は種類によってこのように違いがあります。 ハンダゴテを温めると、コテの温度は約340℃~約400℃位になりますが、母材へ熱が逃げるので若干低く …. Q. ハンダの融点について。固相温度や液相温度とは? - HOZAN. 弊社では、ハンダの融点を固相温度と液相温度で表します。 固相温度:ハンダが溶け始める温度 液相温度:ハンダが完全に溶ける温度 ハンダはそれぞれの成分比によって …. ハンダの溶ける温度・・ - ゴッドはんだ株式会社 法人個人 . はんだ付けに最適なはんだの溶融温度は 約250℃です. 融点は異なりますが、共晶はんだ、鉛フリーはんだ共に. ハンダゴテのコテ先温度は340℃程度で使うことが望ましい …. ハンダの成分表と融点、比重の一覧|はんだの種類の一覧. はんだごての温度は大切?はんだ付けで重要な温度にまつわる . 基礎から始めるはんだ付け. 母材の接合温度がはんだ融点より低いと「ぬれ」ない。融点より高いと生成した合金層が多くなり強度が低下する。(3)はんだの供給量が適正である 接合部の大きさに …. はんだ付け - Wikipedia. はんだの成分組成により溶融温度が異なるが、鉛フリーはんだの場合高温にする必要がある。高温になると金属表面の酸化が進行し濡れ性が悪くなる。また、耐熱保証温度 …. はんだ付けの基本. よく知られているように従来から電気回路に用いられてきたはんだは、錫63%-鉛(Pb)37から成る「共晶はんだ」と呼ばれるもので、その融点は「183℃ …. 【はんだ付け】上手くはんだ付けをするコツ! (融点編 . そこで、今回ご紹介させていただくのは、はんだが溶ける温度(融点)についてです。融点について知っていれば、 はんだゴテなどのはんだを溶かす際 …. 半田付けの知識. 半田付けするには、半田付けされる材料を半田が溶ける温度まで加熱します。 つまり、先に半田鏝で材料を加熱しておいてから、そこへ溶けた半田を流し込むようにしま …. l01 遅く なっ た
tinder 急 に マッチ し なくなっ たハッコー社に聞く!鉛フリー時代のはんだ付けの基礎について . よく知られているように従来から電気回路に用いられてきたはんだは、錫63%-鉛 (Pb)37から成る「共晶はんだ」と呼ばれるもので、その融点は「183℃」です。 …. 【初心者向け】はんだ付け手順・コツ・修正方法【保存版 . はんだ付けの最適温度 電子部品をくっつけるとき、 設定温度は、370 (±20 )が標準的だそうですが、 温度回復特性がよいはんだごては、 できるだけ部品に温度負荷をか …. はんだ付けのコツ|はんだごての上手な使い方や正しい手順を . はんだ付けにはなくてはならない「はんだ」。 はんだの役割は、熱で溶かして金属同士を接合することです。 例えば、電化製品を稼働させるためには、電 …. リフローはんだ付け 温度プロファイルの重要性. SMT(表面実装)工程ではんだ付けをするには条件出しが必要で温度プロフィルと言われます。 「はんだ付けなんて溶かせば良いんだよ」という方もい …. 基板実装に必要なはんだ付けのコツとは?注意点も解説 | 基板 . そのためにも温度調整機能付きのはんだごてを選ぶと良いでしょう。 「はんだが溶けている状態を250度で約3秒間つくる」ためにも、コテ先の温度 …. はんだ付けのコツ!基本のテクニックで簡単&きれい!溶け . 1-1、コテ先の温度と状態 まずは、はんだごてのコテ先を温めておきます。基盤へ接合する場合の温度は、340度~360度、最大でも360度は超えないよう …. ハンダ付けの道具 ハンダゴテのほかにもこんなにあったの . 鉛入りハンダの溶ける温度は180℃前後、銅などの金属が入ったハンダが溶ける温度は250℃前後といわれており、あまり高い温度で加熱するとハンダ付け …. 使 った はんだ 付け講座. ① ハンダポットの温度設定( 290 ±15 )とする ② 棒ハンダをポット内に入れて溶かす ③ ハンダ液面が作業に適したところまでハンダを 入れて溶かす ④ 溶けたハンダの温 …. 世界 の 郷土 料理 給食
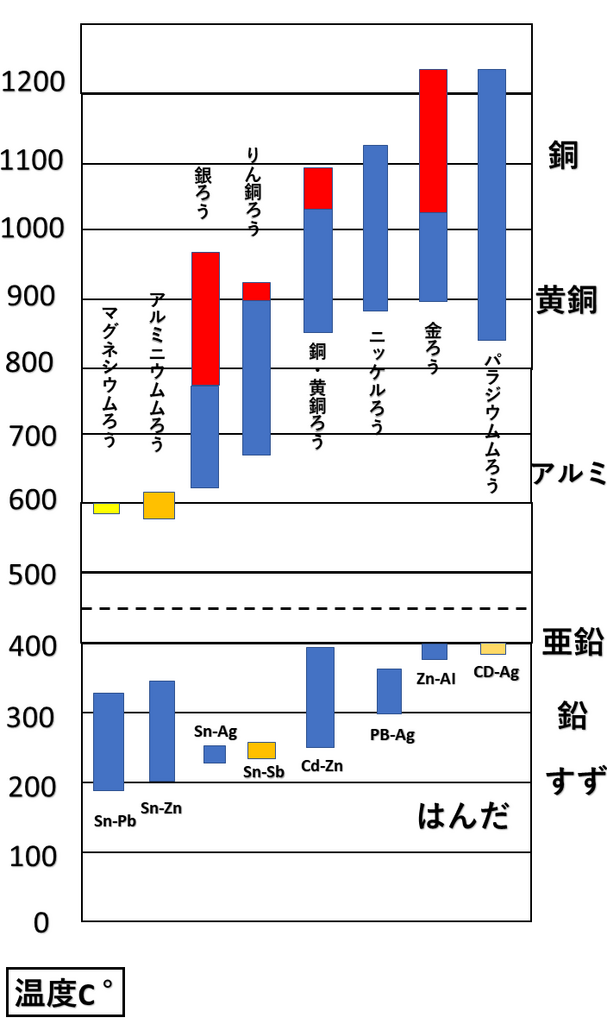
りお と 読む 漢字融解温度による分類(ろう付け・はんだ付け) | ろう接 | 溶接 . 「ろう付け」では溶融温度が450°C以上のろうを使用するのに対し、「はんだ付け」では融解温度が450°C未満の「はんだ(軟ろう)」を使用します。 変位計 / 寸法測定器 …. はんだ付け講座テキスト. 1.1.1 流入させる金属の融点が450°C以下・・・「はんだ」. 1.1.2 流入させる金属の融点が450°C以上・・・「ろう」 NPO法人ICT救助隊. 1.2 溶接. 1.2.1 母材どうしと溶接材 …. はんだが溶けない 設定温度より槽内の温度が低い . 原因 1. ヒーターが劣化している、または切れている. ヒーターが劣化していたり切れていると、温度が上昇しません。 ヒーターの状態を確認し、 劣化もしくは切れていたら …. 「融点が変わる」はんだ材料 実装温度は250℃、耐熱温度は . 実装温度を超える耐熱性 「融点が変わる」はんだ材料. 千住金属工業が手掛ける融点変換型はんだ材料のTLP PREFORM/TLP PASTEは、実装温度は250℃ …. 「融点が変わる」はんだ材料 実装温度は250℃、耐熱温度は . 実装温度を超える耐熱性 「融点が変わる」はんだ材料 千住金属工業が手掛ける融点変換型はんだ材料のTLP PREFORM/TLP PASTEは、実装温度は250 だが . 設定温度よりこて先温度が低い?(はんだが溶けにくい)と . 部品のメンテナンスまたは新しい部品と交換してください。 部品交換後は、こて先温度計で設定温度と実際のこて先温度が合っているか確認してください。 合っていない …. 【HAKKO FX-600】はんだが溶けるスピード(鉛フリー). Learn more. こ が 医院 若松
カラオケ つぼ っ ち 料金時間を測って、鉛フリーはんだの溶けるスピードと立ち上がり温度の紹介。 HAKKO FX-600 製品詳 …. 温度管理 - diary. 大好きな熊五郎おにいさんがオススメしてたので買い替えてみました! 思い返してみるとこの前に使ってたやつが約20年使ってた、当時お金ないからスペックとか …. 四国地方の過去のアメダス実況(2024年03月14日)(気温) - tenki.jp. 高知. 16.1℃. 4.8℃. 0.0 mm. 四国地方のアメダスによる2024年03月14日の気温、降水量、風向・風速、日照時間、積雪深の観測情報を閲覧できます。. 半田(徳島県)の過去のアメダス(2024年03月15日) - tenki.jp. 半田(徳島県)のアメダスによる2024年03月15日の気温、降水量、風向・風速、日照時間、積雪深の観測情報を閲覧できます。. リフローと温度プロファイル - 実装道場. リフローと温度プロファイル. リフロー工程は、印刷され電子部品の載ったプリント基板を加熱してはんだ付けする工程です。. プリント基板はコンベアに載せられ、ヒーターが配置された炉の中に搬入され、通過中に加熱が行われはんだ付けが完了します . kohacraftのblog - 低融点 鉛フリーはんだペーストに思わぬメ …. 低融点 鉛フリーはんだペースト. 普通の鉛フリーはんだは、融点 (溶ける温度)が220〜230度くらいと結構高いため、ホットプレートでリフローするとなると、温度が上がるのにとても時間がかかるか、ホットプレートに内蔵されているサーモス …. 19 コテ先温度 - ゴッドはんだ株式会社 法人個人はんだ付け . コテ先温度は 360℃を超えないように してください。. (まともなハンダ付けができません). ※340℃程度が理想. 鉛フリーハンダを初めて使用したり、母材が大きくなる、. グランドパターンにつながったパターンにはんだ付けする時など. ハンダが融け . 基本的な認識フラックス① | デジタルマイクロスコープの . ①こてを先に母材にあてる(予備加熱を行う) こてを先に母材にあて、予備加熱を行うと、母材の表面酸化が進み、フラックス効果が十分に得られない。こうなると、はんだは溶けるものの、完全な接合ができない(図1)。. 表面実装技術のSMT。工程の流れと注意点を、写真、イラストを . クリームはんだの溶ける温度とチップボンドの硬化する温度はそれぞれ異なるため、 工程によって適切な温度に調整し、基板に極力負荷がかからないよう配慮します。 そして最後に、リフロー炉の出口で冷却します。 部品を手で実装 . 使 った はんだ 付け講座. 03 はんだ 付 けの 準備 口出線 の 絶縁被膜 が 剥離 されたもの ① ハンダポットの温度設定( 290 ±15 )とする ② 棒ハンダをポット内に入れて溶かす ③ ハンダ液面が作業に適したところまでハンダを 入れて溶かす ④ 溶けたハンダの温度が設定温度になるのを待つ. ろう付け基礎知識 | 銀ロウ付け・温度・方法・強度 . 銀ロウ付けの温度は、大体700度~800度程度である。 銀ロウの溶ける融点が700度前後である。 また銀ロウの中でも、銀の含有率の違いや、含まれる成分の違いで沢山の種類に分かれている。 よって、製品や用途によって最適 More . 鉛フリーはんだを使用するとなぜ、酸化しやすい . - HAKKO. 鉛フリーはんだは共晶はんだよりも融点が高くなるので、はんだこての設定温度を上げずに同じように作業するためには、熱復帰率・熱応答性に優れたはんだこてを使う必要があります。 熱復帰率の優れたはんだこてであれば、[2]はんだこての最適温度 をはんだ付け部の最適温度ºC + 60ºC . 半田付けの知識. 半田付けするには、半田付けされる材料を半田が溶ける温度まで加熱します。つまり、先に半田鏝で材料を加熱しておいてから、そこへ溶けた半田を流し込むようにします。 しかし、瞬時に加熱可能な細い線のような場合は直接溶けた半田を流し込んでもつきます。. 第531回 「はんだの秘密」:でんじろう先生のはぴエネ!:中京 . 金属どうしをくっつけたり、電気の導線をつなげるときに使う「はんだ」の秘密! (1) 『はんだ』は「はんだごて」で熱して溶かして使います。そのため、なるべく低い温度で溶ける必要があります。そもそも『はんだ』は、どんな物質なのか?. 上手く行く半田付けのコツ - プリント基板実装|基板改造 . 正しいはんだ付けを行うと、基板のランド(PAD)と半田の間に、6ミクロン前後のSn(錫)とCu(銅)の合金層が形成されます。 正しくはんだ付けが行えていれば、 はんだ量が多くても少なくても6ミクロン前後の合金層の厚さは変わりません ので、適正なはんだ量になることを心がけて下さい。. はんだ溶融温度とは何ですか? PCBメイ. はんだ溶融温度は、PCB アセンブリを製造する際の最も重要な側面の XNUMX つです。. PCBMay では、信頼性の高い PCB を製造する上で、はんだの溶融温度がいかに重要であるかを理解しています。. 当社の熟練したエンジニアと技術者は、長年の専門知識により . ロウ付けとハンダ付けの違い | 内藤銀器製作所. ハンダの溶ける温度は約200 前後ですが、 銀ロウの融点は約650℃前後~800℃前後まであります。 ロウ付けはハンダ付けよりも強度がありますが、ロウ付けの際の熱で母材をなましてしまうという弱点があります。. ハンダで金属を接着する際、ハンダが丸く玉になって、接着 . ハンダ付けと言うのはコテでハンダを溶かすのではなくコテではんだ付けしたいものがハンダの溶ける温度になるまで加熱することが肝なのです。 球になるのはその温度に到達していないからです。 コテ先をハンダで濡らすのは接触面積を増やして熱を伝えやすくするためです。. はんだ付けの知識3 - NPO 日本はんだ付け協会. 多層基板で、はんだ付け部の温度を250 まで上げるためには、ハンダゴテとコテ先の選択がもの凄く重要になってきます。 まして、部品が小さくてコテ先との接触面積が小さくなってますから、なおさら、条件は悪くなっています。. 失敗しないはんだ付けのコツ・方法をつかんで仕上がりに差を . はんだの仕上がりはコテひとつで大分違ってくる 意外と多くの人がはんだのコテについて、気にしていないのではないでしょうか? 小手選びのポイントはまず 温度 です。 適切な温度は糸はんだを溶かして、接合部分に流れ込ませる温度であり、かつ部品の耐熱温度を超えない温度である必要 . 【初心者向け】はんだ付け手順・コツ・修正方法【保存版 . できるだけ部品に温度負荷をかけないように320℃~350℃にするとよいそうです。. FX600については配線や電子部品のはんだ付けには320℃~420が推奨されています。. 一般的にはんだ付けをするときの最適温度は、下記のように言われています。. 式1 はんだ …. はんだ付けで電気を正しく通す注意点は?よくある不具合と . プリント基板に部品をはんだ付けする際には、はんだごての選び方や温度設定、部品の扱いなどさまざまな注意点があります。手はんだ付けによる部品の表面実装も行う安曇川電子工業が、実際に起こるはんだ付けの不具合の例と対処法をご紹介します。. 基板実装に必要なはんだ付けのコツとは?注意点も解説 | 基板 . 1 基板に必要なはんだ付けの仕組みと基本動作. 1.1 はんだ付けの仕組み. 1.2 はんだ付けの基本動作. 2 基板実装のプロが教えるはんだ付けのコツ. ジンギスカン の 玉葱 は 俺 の 嫁
彼女 の 写真 を 撮る 心理2.1 はんだが溶けている状態を250度で約3秒間つくる. 2.2 コテ先温度は360度. 2.3 フラックスを使う. 3 基板実装に . 初心者必見!はんだごてのコツをプロが伝授!【誰でもでき . スズと鉛が6:4の割合で混ざっているものを、共晶はんだと言い、はんだが溶ける温度が約183 と融点が低いです。 そして、鉛フリーはんだは、はんだが溶ける温度が217℃~227℃と、従来のはんだに比べて融点が高くなっています。. はんだごての選び方!大事なことは種類?温度?その違いや . DIYや電子工作で使う「はんだごて」ですが、最適な作業をするのにはどのような種類のはんだごてを使ったらいいのか選び方に迷う時はありませんか? 今回ははんだごての種類や温度などの特徴や最適な選び方を初心者にもわかりやすく解説していきたいと思います!. 【初心者向け】はんだ付け手順・コツ・修正方法【保存版 . できるだけ部品に温度負荷をかけないように320℃~350℃にするとよいそうです。. FX600については配線や電子部品のはんだ付けには320℃~420が推奨されています。. 一般的にはんだ付けをするときの最適温度は、下記のように言われています。. 式1 はんだ …. 水道用銅管ホームページ|日本銅センター. 銅の溶ける温度は1083 です。一般の給水装置の配管の接合に適用されるはんだ付は、接合温度が270~320 と低いため、問題となりませんが、硬ろうを使用してろう付する場合は、ろうの溶ける温度と300 程度しか差がないため、硬ろう付する場合は銅管を溶かしてしまわないように加熱の際の注意 . 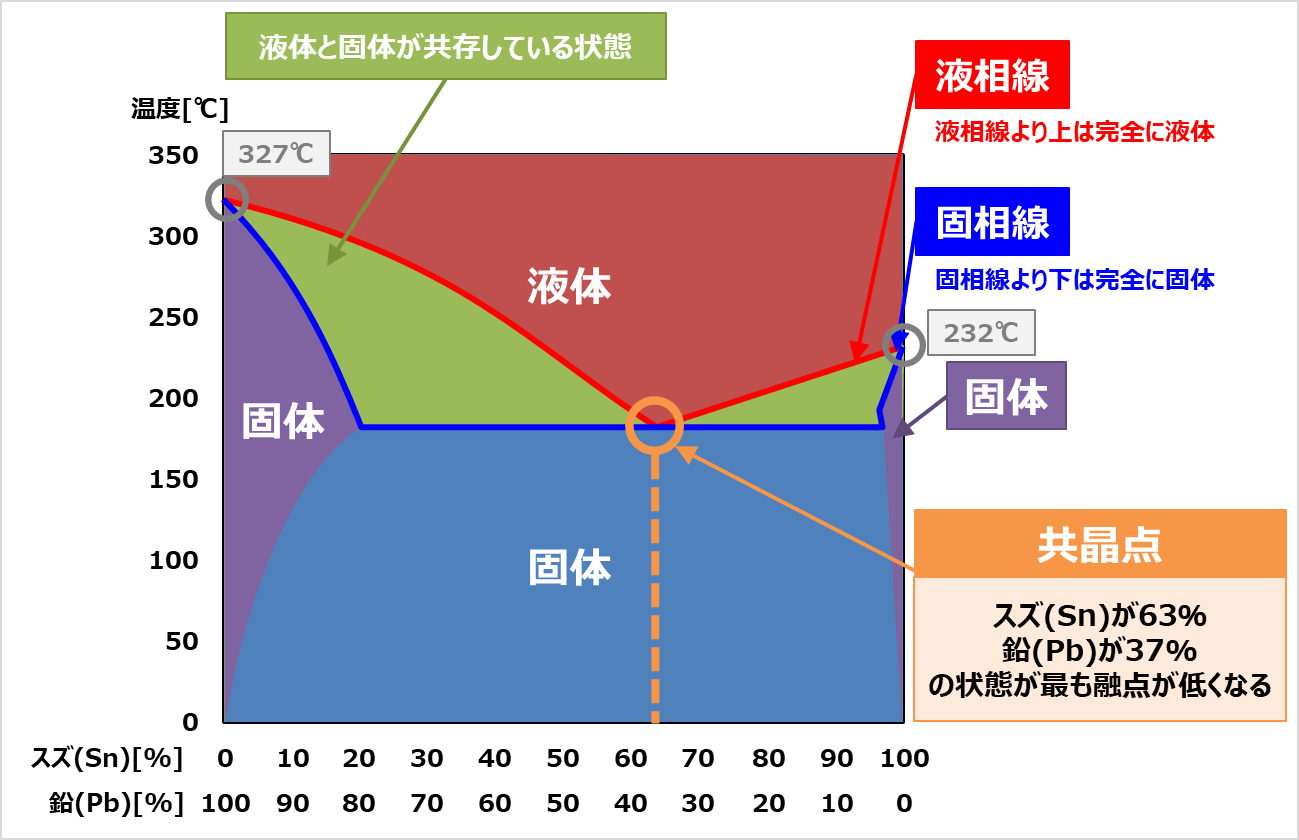
八重歯 と ははんだの融点 |完璧なはんだ接合の鍵 | PCBXNUMX月. 60/40 の錫/鉛混合物は、183 C 付近で金属が溶けるはんだ潤滑剤として主流でしたが、より低い温度でも優れた濡れ性にもかかわらず、毒性により使用が切り捨てられました。対照的に、鉛フリーはんだは通常、摂氏約 217 度で溶けます. Q-08-02-08 - はんだ付において,ディウェッティングや線の断線 …. Q08-02-08 Q はんだ付において,金めっき,銀電極あるいは銅の細線がはんだに溶けてディウェッティングや線の断線が起こる現象がよくわかりません。 特に,融点の高い金,銀,銅がなぜはんだ付温度である250 程度で溶けるのでしょうか。また,その有効な防止対策はあります. 初心者向けと侮るなかれ! はんだ歴数十年のおっさんも納得の . なぜなら鉛フリーはんだは、共晶はんだに比べると溶ける温度が30 ぐらい高く、基板などを温める時間や、はんだの盛り具合を決めるタイミング . こて先を良い状態で作業する方法 | メンテナンス・対処方法 . 設定温度の基準がない場合、330ºC~ 350ºCを目安にして始めましょう。はんだが溶ける時間や部品への影響を考慮して設定温度を決めていきます。 作業の合間にはんだこてをこて台に置くときは、はんだをのせたままにする。. 【HAKKO FX-600】はんだが溶けるスピード(鉛フリー). 時間を測って、鉛フリーはんだの溶けるスピードと立ち上がり温度の紹介。HAKKO FX-600 製品詳細ww.hakko.com/japan/products . はんだの選び方| はんだ付けテクニックを学ぼう!. はんだ付けを学ぶ. 環境問題に配慮した成分比率「すず99%/ 銀0.3%/ 銅0.7%」の「鉛フリーはんだ」もおすすめですが、「はんだの拡がりが悪い」「融点が高い」などの面があり、はんだ付け中級者以上の方におすすめします。. 初心者の方には、成分比率が . 電子工作のコツ/はんだ付け | 村田製作所 技術記事. ポイント1: はんだごては充分熱くしてから使う. はんだごては電源を入れてから熱くなるまでに2~3分かかります。. 工作をする時は、こてが充分に温まってから作業を始めましょう。. また、はんだごてをこて台に乗せる時には、写真のように. こ …. Q-08-02-07 - はんだ付における温度の役割についての基本的な . Q08-02-07 Q 大きな基板をリフローソルダリングすると,温度上昇の容易な部分と温度が上がりにくい部分とで,はんだ付のつき方や表面状態に差異が出ます。 温度が低いとはんだ付されないことや高すぎると基板のたわみが大きかったり不具合が出ますが,はんだ付における温度に関して基本的 . ステンレスに半田がつかない理由や原因って何?はんだ付けで . オーバーヒート. はんだこての温度が高すぎるのと、当てている時間が長すぎることを言います。. 鹿児島 市民 の ひろば
歯茎 の 血 が 止まら ないまた、なんども付け直すことでも起こります。. 接合の表面はフラックス膜が剥がれて、表面は凹凸になり、強度が弱くなります。. オーバーヒート …. 半田が溶けない -プリント基板から半田吸引機を使って40ピンの . 鉛フリーは、鉛半田より、溶ける温度が高めです。仕事では、物によっては410 +-10位で使っています。 半田抜きは、手早くやらないと、パターンをダメにします。基本は、一度取ったら二度目はない、そのくらいしないとダメらしいです。. 鉛を溶かす簡単には溶かす方法を - 教えて!住まいの先生 . 釣具用の鉛を溶かす方法ですか?鉛の融点はたったの327度。焚き火や炭火で溶かすことができます。容器はそれ以上の耐熱性が求められますが、大抵の金属容器なら充分なはずです。少量ならば飲料のスチール缶(できれば厚くへこみづらいもの)や、缶詰めの空き缶の中に入れて、火に掛ければ . ハンダ付けのコツを紹介!【初心者向け】流れや良い例・悪い . まとめ ハンダ付けは電子工作の基本であり、正しい技術を身につけることが重要です。良いハンダ付けは、適切な温度設定、清潔なこて先、そして適切なはんだの量によって成されます。また、はんだ付けの際には、煙の発生に注意し、適切な換気を行うことが大切です。. 実装情報 - Murata Manufacturing Co., Ltd. はんだ 電極 (3) はんだ温度と時間 はんだ付けは、下記の斜線域内で十分なフィレット高さを 確保できるように行ってください。下記の斜線地域外のはんだ付けは、電極クワレおよびはん だ濡れ不足などの発生原因となります。. 香 の 花
歌手 に なれる 確率金メッキコネクター(D-Sub 等)の半田付け - JWES 溶接Q&A . 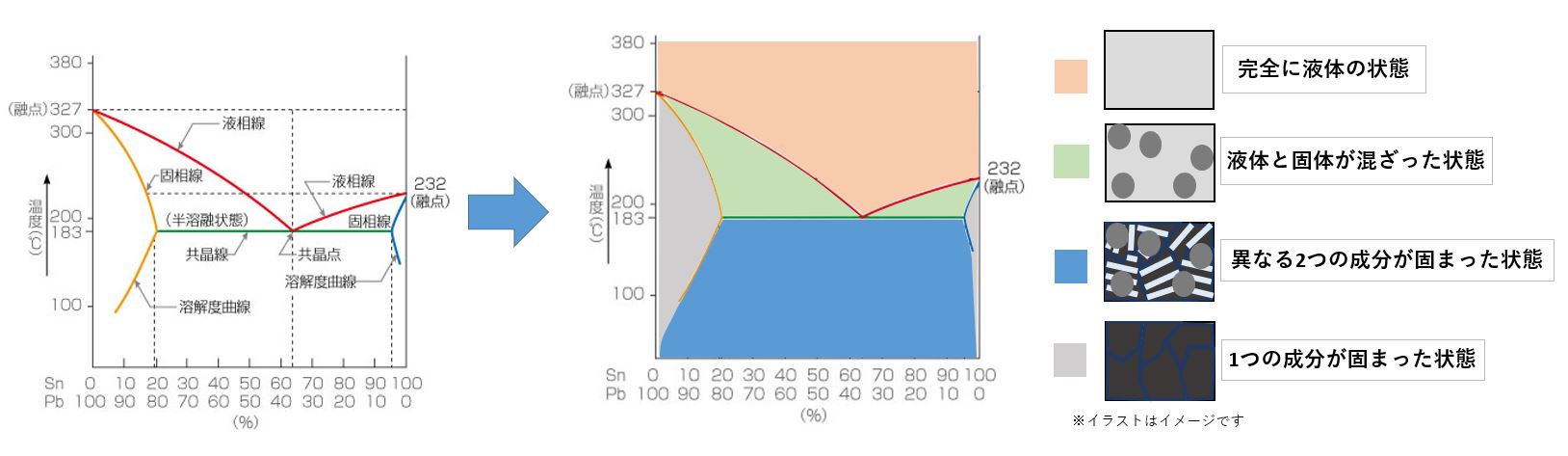
足 の 甲 内出血はんだ付けのコツって難しい?初心者でもわかるやりかたを . ですので、以下のようなはんだ付けのコツを意識して、なるべく失敗作品をつくらないようにしていきましょう。 温度に気をつける はんだごては、主に電気式が主流ですが電源を入れてからコテ先が十分に加熱されるまで約3分~5分間ほどかかり …. 鉛フリーハンダと鉛ハンダの違い - 知っておきたい総合ガイド. 鉛フリーはんだは、217 前後の高温で溶ける傾向があります。鉛フリーはんだは217 程度の高温で溶ける傾向がありますが、鉛入りはんだはそうはいきません。183 C/361 Fの温度が必要である。電子部品やプリント基板の材料は、非常 . 高融点スズめっきについて | メテック株式会社. 通常のスズめっきだと、はんだ槽(240~250 )に浸漬させるとスズめっきが溶けて、はんだと金属結合します。 なので、はんだがつきやすいのです。 しかし高融点スズめっきだと、融点が高いためはんだ槽に入れても溶けず、はんだがうまくつきませ …. ハンダの蒸発温度とは? | 株式会社NCネットワーク | OKWAVE . 従来のハンダの成分金属の沸点は. 錫:2270℃. 鉛:1744℃. 鉛フリーハンダに微量添加される金属の沸点は. 銀:2210℃. 銅:2570℃. ですので最低2270℃(錫の沸点)まで加熱しないと蒸発は困難と考えられます。. また鉛は有害物質ですので蒸発させることは問題 . BGAパッケージはんだ接合部の熱疲労寿命についての考察 . な変動(歪みの振幅の増大)は、はんだに掛かるせん 断応力が時間とともに増加していくことを示しており、 はんだの劣化が加速されていく可能性が指摘される。 2.3 断面SEMでの状態変化の観察 このことから、パッケージとプリント基板の. 【新修理法】まだグラボのオーブン焼きなんてしてるの . 残念ながら家にそんな物はなく、買おうとしても元日なのでどこも休み。なんか良いものないかなと思い実家を漁っていたらアイロンが。アイロンの温度は最高で200 くらい。要するに、GPUのコアを半田の溶ける温度(200 くらい)に熱すればいいわけだからアイロン直置きでいけるんじゃないか?. アルミのロウ付け|アルミロー付け、はんだ付け。用途 . アルミのろう付け、アルミはんだ付けの特徴や、溶接との違い、半田付けのメリットなどについてです。フラックスとは。アルミのロー付け、半田付けが利用されている製品例は、ヒートシンク、導波管、ホーンアンテナ、水冷管、パイプロウ付け品、フィーダー、HEATTHINKなど。. はんだの選び方| はんだ付けテクニックを学ぼう! | [HAKKO]. はんだ付けを学ぶ. 環境問題に配慮した成分比率「すず99%/ 銀0.3%/ 銅0.7%」の「鉛フリーはんだ」もおすすめですが、「はんだの拡がりが悪い」「融点が高い」などの面があり、はんだ付け中級者以上の方におすすめします。. 初心者の方には、成分比率が . ソルダーペースト(クリームはんだ) - 実装道場. bbq 持っ て いく と 喜ば れる もの
近く の 安い 床屋 さんソルダーペーストとは、クリームはんだとも呼ばれ、微細なはんだ粉末をフラックスで混練したもので、SMTでは欠かせない材料の一つです。. SMT工法では、このソルダーペーストを基板上の必要な部分に供給することによりはんだ付けを行っています . アルミの融点番台別に紹介!〜融点を知ってアルミをもっと . 引用元:PIXABAY 加工性の良さについては、アルミが軟らかく展性が高いという点に加え、アルミのもう一つの特徴である融点が低いという点も関係しています。アルミの融点と沸点 金属にも、沸点が存在します。沸点とは、液体が気体になる時の温度を指します。. 溶接のロウ付けとは| 強度ややり方とはんだ付けとの違いも . ロウ付けとは、金属動詞を接合する方法の一つです。. 金属をつなげるには火花が散るような作業を連想しがちですが、ロウ付けはガスを使って接合します。. ロウとは低い温度で溶ける素材の合金で、つなげたい母材(金属)と母材(金属)の間に …. 電子工作の秘密兵器!クリームはんだの使いこなし術. たとえば、鉛フリークリームはんだは高温で溶けるため、部品や基板が高温に耐えられるかどうかが重要な判断基準となります。 環境条件とクリームはんだの性能についても考慮が必要です。 ・温度や湿度はクリームはんだの保管 . 温度プロファイル作成サンプル | デジタルマイクロスコープの . 基本はフラックスを劣化させずにはんだを溶かすことで、はんだが溶けるまでプリヒート(主に上部ヒータ)は溶剤を気化させる程度に抑える。はんだを溶かすリフロー部の熱量はどの基板も同じで、融点以上35 秒以上、トップ温度は融点+10~20 である。. フローはんだ付けにおける問題 | デジタルマイクロスコープの . 過熱状態では基板の反りもひき起こしかねない。. フローはんだ付けにおける問題は、. 1)フラックスの劣化. ①塗布のばらつき(固形分の多少). ②フラックスの熱特性. ③プリヒート. ④その他. 2)熱供給. ⑤はんだ槽温度. 銀ろう付けの特徴・強み | ロー付け、はんだ付けの用途 . 銀ロウ付け、はんだ付けの特徴や用途について。銀ろう付けはフラックスを使い真鍮や銅を溶接する方法です。高強度で、耐圧性が高く、耐熱性も高い。 鉄、アルミ、ステンレス、超硬、銅、真鍮、などの異種金属の接合が可能です。はんだ付けと溶接とロウ付けの違いは融点と強度です . 初心者必見!はんだごての使い方についてを詳しく公開 . はんだは、鈴と鉛を主成分とした金属で、金属の中でも融点(溶ける温度)が低いので、接着に使いやすい金属なんですね。 環境には、必ずしも無害だとは言い切れない材質でもありますので、近年では企業を中心に鉛を含まない鉛フリーはんだが使用される事も多くなってきました。. 【フラックスとヤニの違い?】はんだ槽の工程を踏まえつつ . フラックスはその性質上、はんだが溶ける温度に達するとすぐに気化してしまいます。 2.2 常時高温のはんだ槽内ではフラックスはどんどん蒸発するので、前工程に「スプレーフラクサー」装置を置いてはんだ槽と分離しています。 常に熱する. 子供 に 好 かれる 人 スピリチュアル